In the production of e-glass Fiber Yarn, raw material selection and formulation design plays a vital role, and have direct impact on the finished product rate of drawing rate, which need to focus on and control.
Glass raw materials Selection
According to its role in the glass ,glass raw materials are divided into the main raw materials and auxiliary raw materials.
Main raw materials
The main raw material is the main body of the glass structure, such as silica sand, pyrophyllite (kaolin), calcite, etc. They determine the main physical and chemical properties of the glass, and these raw materials are melted and reacted to form silicates to form the main body of the glass.
Auxiliary raw materials
The amount of auxiliary materials used less but the role of large, mainly to improve the melting of glass to clarify, and determine the performance or make products with special properties, such as Glauber clarification, toner as a reducing agent, fluorite and other fluxing
Mineral Resources
The vast majority of glass raw materials are natural minerals, in the limited resources, non-renewable circumstances we should be reasonable and effective use. In the sustainable development and raw material quality, it is necessary to scientific exploration, innovative approach to “waste” for the treasure, so that limited resources can continue to support the development of glass industry.
Low-grade raw materials selection
Pyrophyllite as one of the main raw materials,in the production of electronic grade glass tank furnace, due to low production and low dosage, higher grade of pyrophyllite (Al2O3 mass fraction of 21% -23% of the high-quality minerals) can be chose, mineral phase and quality are easy to control. With the rapid development of glass industry, a large number of raw materials consumption, making high-grade pyrophyllite reduced, part of the depletion of mineral resources, can not meet the production, this is bound to grade and quality control put forward new challenges.
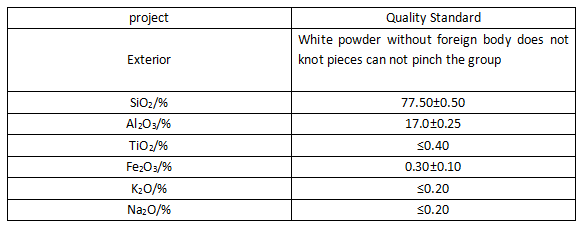
As the pyrophyllite in the formula accounted for about 55%, the impact is also large, its associated minerals complex, such as alunite, montmorillonite, sillimanite, kyanite, andalusite, corundum, rutile, Hard chlorite, boehmite, etc. are refractory heavy minerals, is harmful to the melting impurities. In May 2008, the A pyrophyllite was studied in detail. The low-grade pyrophyllite mineral phase analysis was carried out by X-ray diffraction. The results showed that the mineral phase was 65% quartz, 25% pyrophyllite, kaolinite 10% (Figure 1), Therefore, it is considered that A low-grade pyrophyllite is pure and no impurities, and it is feasible in the process of melt processing and optimization, and it can reduce the addition of silica sand and save energy consumption. After the use of good results, quality standards in Table 1.
Table 1 A low quality grade of pyrophyllite
Use of raw materials and alternative
Coordination of trace elements
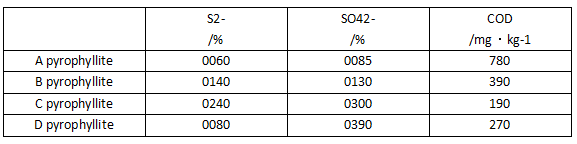
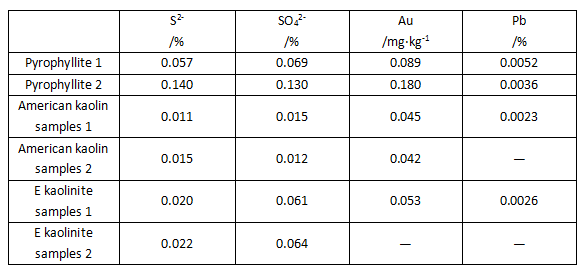
No matter how to control, a raw material is always flawed, such as A low grade pyrophyllite K2O high, B pyrophyllite TiO2 is high, contains different refractory impurities, the trace element composition is also different (Table 2 ). When it is used the mass fraction of trace elements must be taken into account, especially the effect of S2 -%, SO42 -% and COD on the melting, according to the control requirements of the compound Redox value, the ratio of various pyrophyllite should be adjusted.,minimize impurities and play their respective advantages.
(Different times with the origin will have a greater volatility)
The same kind of raw materials coordination
As early as 2005, we began to explore the process of kaolin replacement of pyrophyllite at the time of the furnace design conditions to stabilize the production and to enter the Japanese market for the product, from the glass raw material control, to reduce the introduction of metal (such as Au). The initial use of the United States Activeminerals International company kaolin mine. The analysis of mineral elements by trace elements shows that the mineral phase is stable and the control of the introduced trace element has a low mass fraction (Fig. 2, Fig. 3, and Fig. 3). Which lasted more than a year, from 5% to 50% pyrophyllite replacement part, it has since been stable production. May 2008, in order to save costs, began to E kaolin inspection and development and utilization, for the first time its application in the electronic grade glass cell kiln.
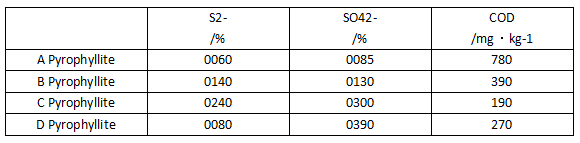
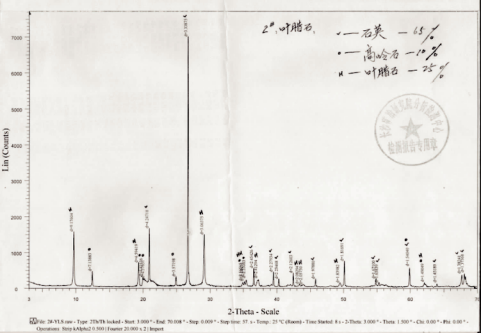
Figure 1 A low-grade pyrophyllite mineral phase analysis map
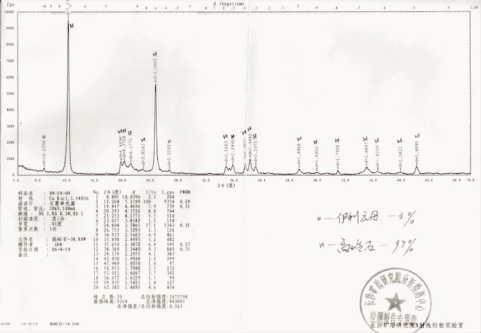
Figure 2 US kaolin mineral facies analysis
Table 3 Comparison and analysis of trace elements in pyrophyllite kaolin
Formula design
E electronic grade glass fiber furnaces low boron magnesium-free formula, In the presence of a reducing substance (mainly S2-, Fe2 +, C, etc.), the reducing substance reacts with mirabilite to form a part of the sulfide, and it is these sulfides that make the clarification of mirabilite more effective. The presence of sulfide in the presence of glauberite began to decompose at about 900 (only the decomposition temperature of 1288 ℃), so that the role of surfactant and interface turbulence in the initial melt at the same time, to speed up the silicate Reaction rate, glass is also clear, homogenized faster.
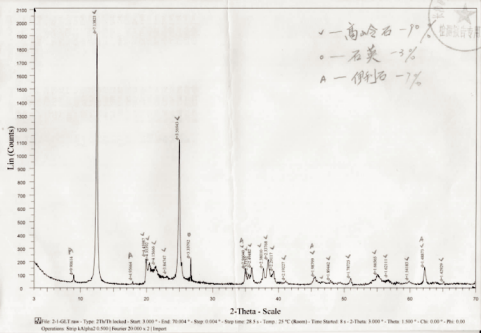
Figure 3 E-kaolin mineral facies analysis
Based on the above reduction of sulfur clarification theory, in the formula design to do the following two points.
Redox value control
The redox value of the glass batch (the abbreviation of Reducing & Oxydizing Potential) consists essentially of the addition of an oxidizing agent and a reducing agent,However, the glass raw material also contains organic matter or carbon material, sometimes a considerable amount of these substances is equivalent to the introduction of reducing agent in the batch of carbon, these substances should be converted into carbon equivalent and calculated together into the ingredients of the Redox value. Controling the reduction to a certain extent can make Glauber’s salt in the glass melting and clarification in the role of the best state from the production practice summary, Long-term control of the pool kiln Redox value in the range of -60 — 80 so as to maintain a good operating state.
Glass liquid bubble control
In the clarification process If the bubble can not be effectively discharged, there will be more microbubbles (ash bubbles) remaining in the glass, which are elongated during the drawing process to form the hollow fiber in the printed circuit board due to the anti-CAF performance requirements (CAF Is the ion transport occurring between the metallized pores on the surface of the glass fiber in the glass cloth substrate) and the effect on Hi-POT, the hollow fiber is restricted. Analysis of hollow fiber insulation performance is far less than the substrate, at both ends with high pressure after the hollow fiber will be breakdown, resulting in PCB plate failure. Usually electronic grade glass fiber standard is not more than 100,000 per single fiber 3 hollow fibers.
Melt process bubble control not only directly affect their own drawing operations, but also affect the performance of downstream customers. In the reductive sulfur clear melt system, the contents of the material contained in the S as in the form of SO2 leaked, so that the possibility of hot spots to produce foam is minimal, and the possibility of secondary bubbles in the path is minimized. By monitoring the glass beads, the ratio of Fe2 + to total Fe, the COD of the batch, the adjustment of the glass recipe and the reduction of some of the sulfate as the sulfide when the reduction is insufficient, the melting redox atmosphere In the best reduction of sulfur to clarify the scope to reduce the glass bubbles, the actual effect shown in Figure 4.
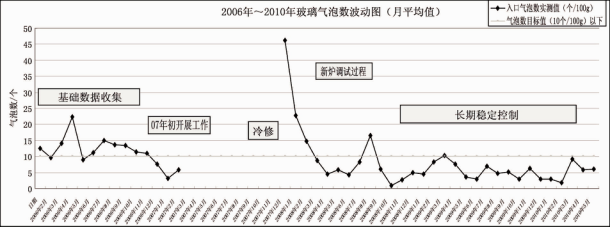
Figure 4 the actual production process bubble control effect
Glass raw material quality control
Glass raw material quality control points are the main component of the fluctuations; iron trace elements and COD stability; particle size distribution.
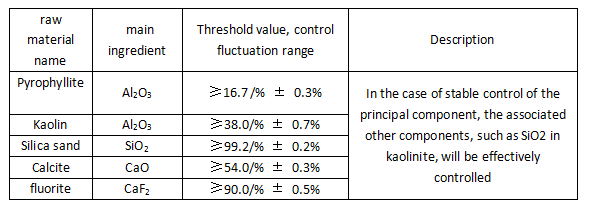
Control of principal components
The control of the main components of various raw materials has always been the focus of attention, the smaller the better the fluctuations as shown in Table 4, the actual situation of our company, according to the following control can meet the production process to achieve a stable state of operation.
Table 4 control of the main components of the raw materials
Trace element control
Fe2O3 control in the ≤ 0.3% is satisfactory. Trace elements, including refractory minerals, sulfur compounds, substances in the material equivalent to carbon equivalent, must be the corresponding control. Refractory minerals guarantee ≤ 0.2%. The main raw material reduction S needs to be tested in batches, the actual data into the formula calculation. The detection of COD in various feedstocks is of equal importance to the detection of principal components and is required to be incorporated into the formulation. Usually the same batch of raw material ensure that fluctuations in COD ± 100– ± 150mg / kg.
Particle size control
The particle size distribution is related to the homogeneity of the batch and the melting efficiency. Accounting for large refractory raw materials such as pyrophyllite (kaolin), silica sand particle size must be controlled at +325 mesh ≤ 1.0 (of which 200 heads all pass); Calcite, fluorite particle size control in the +30 mesh all through, +60 head remaining 1.0%, +200 mesh 5 ≤ x ≤ 10 is ideal. A reasonable match of the various particle sizes can improve the homogeneity of the batch, On the one hand, It ensure the efficiency of melting, on the other hand the bubble emissions, melting effect is good to play. Example, the calcite particle size is too large, +200 mesh 10≤x≤15, with the CaO mass fraction, the material uniformity is only 86%, the particle size is adjusted to +200 mesh 5≤x≤10, the batch uniformity is increased to 98 %the above.
Different raw materials with the application of comparison
The following is a mix of different raw materials used in different production conditions under the conditions of comparison. Hollow fiber data is produced in the same period of glass cloth detection.
Table 5 Comparison of the use of different raw materials
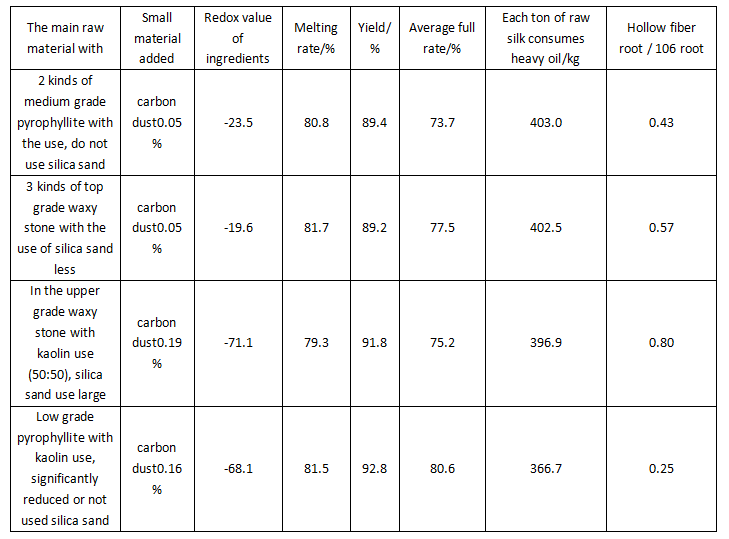
It can be seen that the use of kaolin and control of the compound Redox value of about 70, drawing finished rate of full rate has increased. With low grade pure pyrophyllite with kaolin, the melting temperature is reduced by about 20 ℃, the energy consumption is low, and the production index is the best.
The above data based on the actual production of the company, in different kiln design materials and melting level will be different, for reference only.
Electronic grade glass fiber production is affected by a variety of factors, glass raw materials and formula management is one of the important aspects. Through the glass raw materials processing, processing homogenization, quality control, with the use, to the melting oxidation – reduction state quantization control, all aspects of control indicators coordinate the application and fine production management can be sustainable development and produce low-cost, high quality products.
For more information about fiberglass yarn, please contact system@corefrp.com and our engineers will contact you at the earliest opportunity.
 Design and Quality Control of Raw Material for e-glass Fiber Yarn.pdf
Design and Quality Control of Raw Material for e-glass Fiber Yarn.pdf
